- Direct and Remote Visual Testing
- Dye Penetrant Inspection
- Magnetic Particle Testing
- Industrial Radiography (X-rays and gamma rays)
- Ultrasonic Testing (angle and normal beam)
- Metallographic Replicas
- Chemical Analysis In Situ
- Holiday Detector
- Hardness Testing
- Surface Roughness Measurement
- Leak Testing
Non Destructive Testing
Magnetic Particles
- It is a nondestructive test that applied in ferromagnetic materials (carbon steel, stainless steel, except those of austenitic matrix). His fild of application goes from welding to components such as piping, pressure vessels, tanks, etc.; as in the inspection of components in service such as: pinions, gears, turbine rotors, blades; between others,in such a case it is applied for the detection of discontinuities originated during the service such as fatigue cracks, which affect the component’s operability.
- When a material is magnetized, some lines of the magnetic field are formed that flow inside the material provided that doesn’t exist any interruption. If there is an interruption in the flow of these lines (for examples caused by a crack), this generates a magnetic field (north-south) in this area where particles are attracted and revealed the indication.
- The main advantage is the detection of discontinuities superficial as much as under-superficial, which allow the detection of discontinuities masked that are not visible to the human eye. Natural light or ultraviolet light can be used in the inspection, which generated more sensibility and the capacity of locating thinner cracks.
Penetrating Dyes
- Penetrating dyes, is a method of nondestructive testing for the detection of open discontinuities in the surface in any type of component and any type of material (metals, ceramics, and plastics)
- His application goes from welding inspection to dismiss the presence of cracks, pores, undermining, between others defects, up to the application of pieces in service such as bolts, screws, machinery’s components, between others, to dismiss discontinuities generated during the service. Sometimes it is used for the inspection of the final quality of a manufactured component, whether from smelting or forging.
- Between the main advantages is the collecting of fast results and high visibility of the indications. Between the main disadvantages is that the discontinuity must be open in the surface to be able to detect it.
- The range of temperatures to work must be between 40°F and 125°F; outside of this range of temperatures, a special qualification for this procedure will be required.
- Its use it is limited to materials that don’t possess excessive roughness.
Hardness measurement in materials
- The measurement of hardness is a nondestructive method done over a component that is under evaluation, which shows the value of hardness of the element and like this provides information about the material that is studied.
- Usually, the measurement of hardness is done with metallography to determine changed in microstructures after a thermic treatment in the area affected by the heat of welding or the determination of the mechanic properties of a component subject to high temperatures for a long period.
- The main advantages that has this method is that provide in a fast way (almost immediate) the value of hardness of the component through portable measurement tools.
- The disadvantages are that it can’t be applied on the final surface of a piece in which it is not acceptable a notch by indentation. Another disadvantage is that it can’t be used in pieces with low thickness.
- The temperature of the component must be tops 50°C to do this test.
Metallographic Replicas
Between this applications of metallography are:
- The determination of final quality of a thermic treatment is to know the state of the component in terms of mechanic integrity.
- To classify the component.
- To estimate the type of steel or smelting, between others.
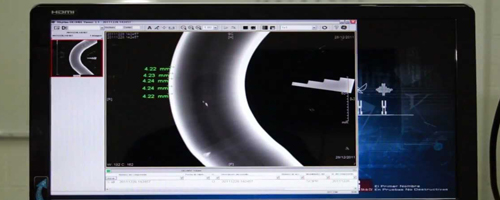
Videoscopy (visual testing)
Videoscopy (visual testing) is one of the oldest techniques in nondestructive testing. Videoscopy allows access and inspection of areas not visible with conventional techniques. The line of endoscopy or boroscopy of control nondestructive that comprise:
- Videoscopies: diameters from 3.9 mm to 8 mm.
- Fiberscopies: diameters from 1 mm to 8 mm.
- Rigid Endoscopies: diameters from 1.7 mm to 10 mm.
This corresponds to the remote visual inspection. The area of use is almost unlimited. Electricians, security personnel, experts in all areas, mechanics, precision mechanics, manufacturers of piping, maintenance personnel of big processes of industrial production, mechanics of pumps and of automotive, and in the private sector use this endoscopy.
It is no longer required to open or dismantle the machines to be able to diagnose flaws. This causes the endoscopy to save time and money.

- Vibration Analysis
- Infrared Thermography
- Dynamic Balancing
- Shaft/ belt alignment with laser systems
- Airborne Ultrasound
PREDICTIVE MAINTENANCE – PdM
Advantages of vibration analysis: inspection of equipment in service, reduction of unplanned maintenance, reduction in inventory or spare parts, increase of service life and capacity of production, better security conditions, energy saving. The services offered cover mainly.
- Pumps.
- Engines.
- Gear boxes.
- Fans.
- Rollers
- Turbines
- Compressors.
ALIGNMENT WITH LASER SYSTEMS
It is confirmed that the misalignment is the cause of more than 50% of the breakdowns in rotating machinery and statistically more than 50% of the existing machines are excessively misaligned.
- Through EASYLASER systems, we can measure the alignment of axes with direct coupling. Alignment of pulleys, straightness of long axes, rollers, benches, flatness of bases, tables of machines, flanges.
- Concentricity of extruders, bearings and diaphragm turbines.
- Direction of spindles, plates of lathes, milling machines.
- Perpendicularity of machines, installations.
- Parallelism of rollers.
With good alignment, you can obtain:
- To reduce excessive forces in bearing, prolonging its lifespan. An increase of a load in 20% in bearing due to the misalignment reduces its lifespan in 50%.
It is proven that misalignment is the cause of more than 50% of failures in rotating machines, and statistically, more than 50% the existing machines are excessively misaligned.
INFRARED THERMOGRAPHY
Why should you use thermography?
This test allows:
- To measure temperatures from distance with precision without the need of physical contact with the object, in a fast way and affordable.
- To determine the condition of electric, mechanic, thermally insulated equipment. Processes of monitoring of high risk, filtration in edifications, between others.
- To identify in advance which parts need to be repaired for a proper planning avoiding unscheduled stoppage, damages in equipment and installations, or in the worst case scenario, casualties.
What are his main applications?
Electric equipment:
Hot spots in line connections of air transmissions, substations, transformers, fuse boxes, switches, control devices, circuit breakers, insulators, trainers, engines, and CCM,
Mechanic/rotating equipment:
Increasing temperatures caused by friction of faulty bearing, inadequate lubrication, misalignment and wearing off in gear, axes, coupling, belts, pulleys, engines, generators, compressors and vacuum pumps.
Insulated equipment:
Areas with cracking, detachment, deterioration or lose in thickness of the insulating material in furnaces, boilers and tanks.
- To eliminate flaws in axes due to cyclic fatigue.
- To minimize the wearing of couplings.
- To reduce the energy consumption (from 2 to 1%)
- To have low levels of vibration and noise.
- To minimize the bending of axes.
- To maintain the internal tolerance of the rotor.
- To avoid overheating of the machinery
- To avoid damages in seals and leaks.
- To have concentricity of extruders, bearing housing skf, diaphragm of turbines.
- Direction of spindles, plates of lathes, milling machines.
- Perpendicularity in machines, installations.
- Parallelism in rollers.
- Predictive maintenance.
- Diagnosis of failures (analysis of root cause)
- Commissioning
- Acceptation of repair.

- Tensile Testing
- Bend Testing
- Hardness Testing
- Metallography
- Chemical Analysis

- Qualification of welder, welding operator and tack welder (WQR)
- Development of WPS and PQR
- Relief of tension through localized heat treatment.
- Macrography

- Failure Modes and Effects Analysis (FMEA)
- Root Cause Analysis (RCA)
- Failure Analysis

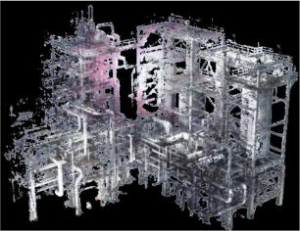
Applied to the inspection of piping systems that use insulation, (piping, tanks, pressure vessels, etc)…
- Corrosion generates progressive lose in the material and if it is not detected in time, it ends up in leaks.
- A technique that allows to inspect «without the need of taking off the insulation» PEC.
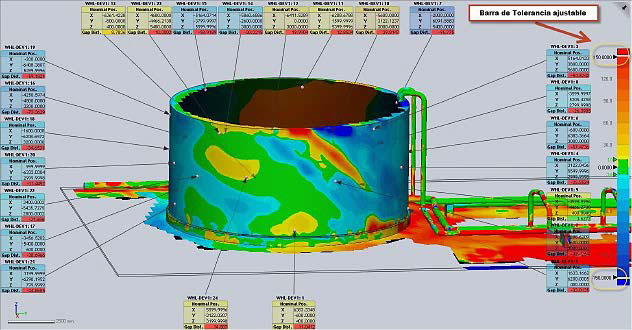
- High speed inspections (screeningtool), up to 75 mm/s-4.5m/min.
- The inspection is very trustworthy and it shows you the results of the thickness of the material, even if there is corrosion.

 Acoustic Emission (AE) is a nondestructive test and inspection that allows to locate and evaluate active flaws and leaks in pressure equipment.
Acoustic Emission (AE) is a nondestructive test and inspection that allows to locate and evaluate active flaws and leaks in pressure equipment.